





冷带钢连轧厚度控制系统的基本思想和工作原理
近年来,由于计算机技术的飞跃发展,冷轧机大多采用计算机控制. 冷轧带钢厚度及板形精度要求高,因而要求厚度控制系统精度也高。冷带钢连轧机厚度控制系统的基本思想是:
要在第一、第二机架即设置粗调AGC系统,以保证坯料厚度偏差基本得到消除;以后精调AGC系统,由于压下效率低,而且要保证良好的板形,故常采用调张力作为调厚手段,对带钢厚度再次进行精确控制。如果误差超出了精调系统的能力范围,就改变第一架的设定值,按金属流量相等的原则重新分配各架的压下量,以达到合格的厚度精度。电动压下的五机架冷连轧机AGC系统的基本组成及其工作原理如下:
(1)粗调AGC。一般由第一架前的入口X射线测厚仪,第一、第二机架的轧制力AGC,以及第二(或第一)机架出口处的测厚仪组成粗调系统(图1)。入口X射线测厚仪用来检测坯料的厚度偏差(δH),以此δH信号来对第一、第二机架的压下实行前馈控制。出口X射线测厚仪则用于不断修正即不断标定第一、第二机架的轧制力AGC系统,以提高其控制精度,起着反馈监控的作用。根据秒流量相等原则,各架厚度hi=(v2/v1)h2,精调系统以此第二或第一架出口厚度(h2或h1)作为标准,通过调节速度比可v2/v1,来保证hi的数值。因此,希望通过粗调系统的控制,基本上消除坯料的厚度不均,得到比较均匀的h2或h1,以保证最终成品的精度。
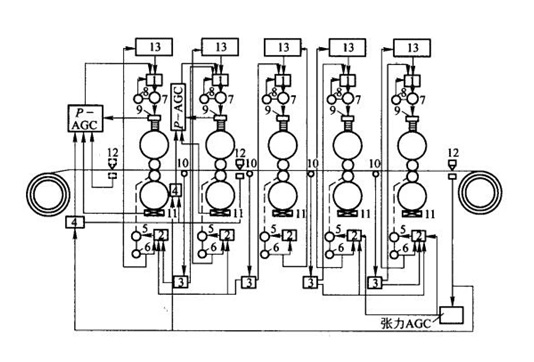
图1 五机架冷连轧厚度控制系统(轧制方向自左至右)
1-压下电机速度调节器;2-主电机速度调节器;3-张力极限控制器;4-监视AGC;5-主电机;6、8-测速机;7-压下电机;9-辊缝测量仪;10-张力辊;11-测压仪;12-测厚仪;13-加、减速补偿系统
(2)精调AGC。由第五架后的测厚仪及第四、第五机架的测厚仪组成带钢厚度精调系统。由于电动压下反应速度比较慢,加之压下效率也较低,且需考虑板形的影响,故精调AGC一般常采用张力作为调节手段。此时由成品架出口测厚仪发生信号来反馈控制第三~第四机架及第四~第五机架之间的张力。由于张力调节范围有限,当板厚差较大时,便需将偏差信号补充反馈给粗调 AGC系统。
(3)张力补偿及加减速补偿。带钢头部穿带和尾部轧制时,张力逐架建立和逐架消失,此时必须调整各架辊缝来补偿头尾厚差。加速及减速对冷轧带钢头尾厚差影响较大,如果等到速度变化产生厚差以后再用AGC进行调整,则必将加重AGC系统的负荷,故冷连轧时一般还采用了根据轧速来调整各架辊缝的附加系统,即加速和减速厚度补偿系统。用统计方法,找出本轧机各种轧制条件下摩擦系数的影响规律或厚度变化规律,以确定不同产品在不同轧制条件下的速度程序控制关系。然后按此关系随速度降低而不断调整压下来减小其影响。
