





单机架冷轧机组,轧机后配置有X射线测厚仪,前后编导辊均安装有脉冲编码器,轧机前后张力采用间接恒张力控制方式。根据其现场仪表配置和厚度控制精度要求,所有设计的厚度控制系统主要包含以下功能:
1. 监控AGC。
2. 厚度计AGC。
3. 轧机刚度实时计算。
4. 轧机塑性系数实时计算。
5. 轧机效率补偿。
6. 轧辊偏心补偿。
单机架冷轧机的液压辊缝控制系统一般都工作在位置模式下,各种AGC系统输出均为辊缝调节量。为了防止厚度控制系统输出的辊缝调节量对冷轧过程中开卷张力的影响,特别设计了张力解耦控制环节(NIC),并包含在每一个厚度控制环内。厚度控制环节还涉及信号滤波、控制限幅和调节量极性校正等环节。
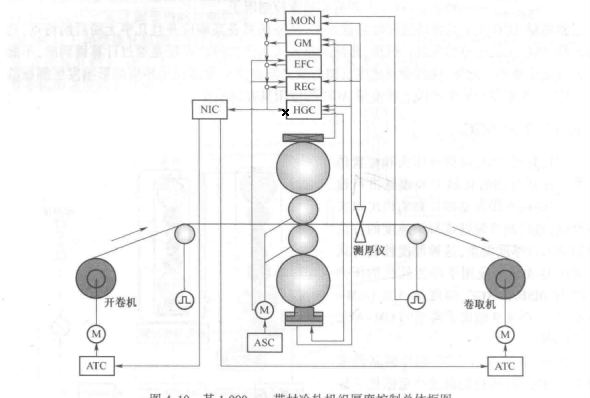
轧机出口侧的X射线测厚仪对出口测的板带厚度进行实时监控,计算出出口厚度偏差并实时传送给AGC,厚调控制系统根据偏差量施加辊缝调节量,减小出口厚度偏差,获得良好的产品厚度精度。实现精准厚度控制目的。
瑞清X射线测厚仪具有精度高,响应时间短,稳定耐用等特点。与国内外著名轧机都能配套使用,客户反馈良好。
