





X射线测厚仪与AGC控制
X射线测厚仪工作原理
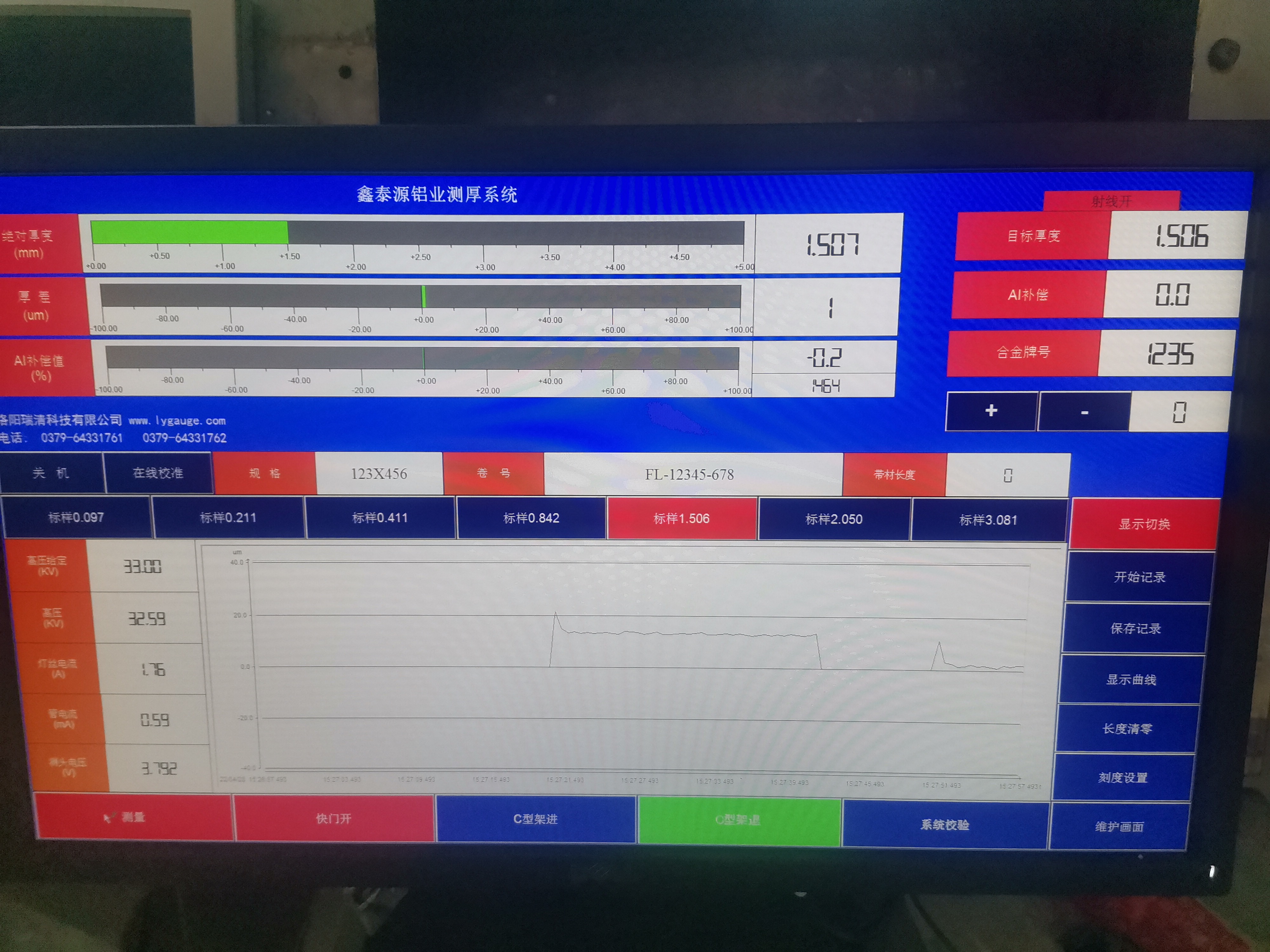
x射线测厚仪工作原理是根据x射线穿透被测物时的强度衰减来进行转换测量厚度的,计算机通过多功能数据采集板、通信等方式获取目标厚度、带钢速度、和探头温度等模拟信号及轧制中心线的数字信号,根据带材穿过C型架时,探头接收到是射线量,将射线转化为电信号,再通过PLC的相关处理,在显示器上显示当前的厚度。同时输出一个厚差信号、绝对厚度信号,传输给AGC控制系统,作为轧机AGC的液压控制信号调控辊缝大小位置,实现闭环机械控制轧制。
AGC控制
1.前馈AGC
前馈控制厚度比较由入口侧测厚仪测量的厚度值和设定的带钢厚度值之间的偏差,并对偏差信号从测厚仪到辊缝进行跟踪。即将偏差信号保存到缓冲区(移位寄存器的跟踪表内),在该偏差信号的测量点到达辊缝时取出,并根据轧机模数和轧件模数以及厚度方程,将偏差信号转换成合适的位置偏置,通过计算机 (PLC)的计算,经过放大电路放大,得到压下调节信号,调节压下油缸伺服阀调节器进行压下,从而实现对辊缝大小的调节,实现带钢入口厚度偏差的校正,缩小或消除实际厚度与目标厚度的偏差。
2.监控AGC
带钢在轧机出口的厚度由安装在轧机出口侧的测厚仪进行测量。反馈控制器将比较基准值和测量值之间的偏差,并将此偏差根据轧机模数、轧件模数以及厚度方程转换成位置控制器的偏置信号,通过计算机 (PLC)的计算,放大电路的放大,得到压下调节信号。调节压下油缸伺服阀调节器进行压下控制,从而减小或消除实际厚度与目标厚度的偏差。

3.秒流量AGC
为了进一步提高整个厚控系统的控制精度,冷轧系统中采用了新的控制技术一一秒流量AGC。秒流量AGC的关键是精确测量辊缝中的带钢厚度。按照稳态轧制过程中秒流量恒定且相等原理计算出口厚度,将该厚度与测厚仪测得厚度进行比较得出出口厚度偏差,通过计算机 (PLC)的计算,经过放大电路的放大,得到控制环节的纠偏信号,并将该信号送到压下油缸伺服阀调节器进行压下控制,从而减小或消除实际厚度与目标厚度的偏差。

