铝板带AGC系统介绍及作用原理
一、系统概述
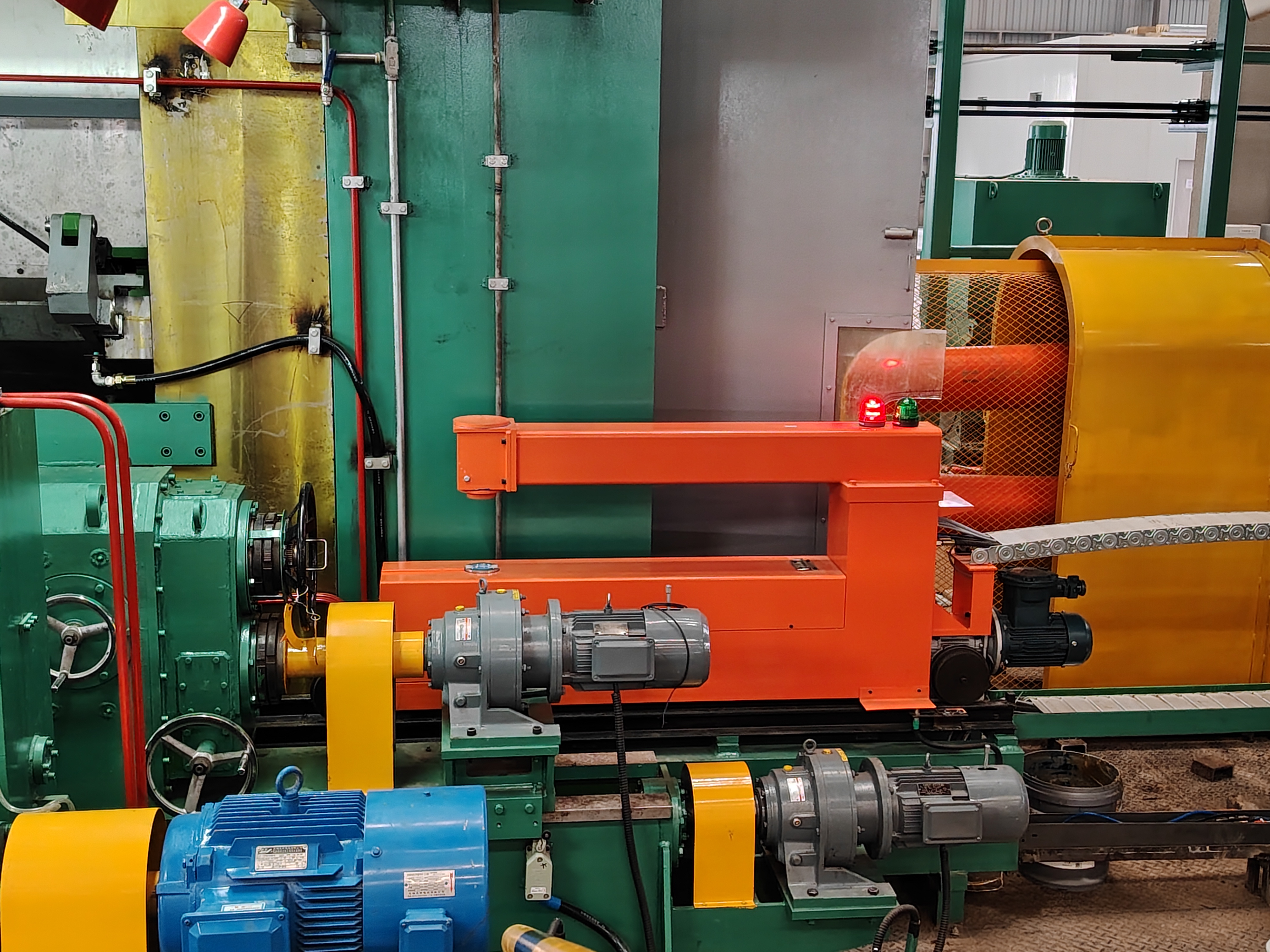
铝板带AGC(Automatic Gauge Control,自动厚度控制)系统是现代铝板带轧制生产线的核心装备,通过精密的检测、计算与执行机构协同工作,确保轧制出的铝板带厚度精准可控。该系统主要由检测单元、控制单元和执行机构三部分构成,具有控制精度高、响应速度快的特点,是轧制高精度铝板带材必不可少的装备技术之一。
二、系统作用
1. 厚度精准控制:AGC系统能够实时检测铝板带的实际厚度,并与设定值进行比较,通过调节轧辊间距、轧制力等参数,将厚度偏差控制在允许范围内,确保产品厚度的一致性和稳定性。
2. 提高生产效率:通过快速响应和精确控制,AGC系统能够减少轧制过程中的厚度波动,降低废品率,提高生产效率和成品率。
3. 优化轧制工艺:AGC系统能够与轧机的其他控制系统(如速度控制、张力控制等)协同工作,优化轧制工艺参数,提高轧制过程的稳定性和可控性。

三、作用原理
AGC系统的作用原理主要基于反馈控制和厚度计式控制两种模式:
1. 反馈式AGC:
o 检测环节:在轧机出口部署非接触式测厚仪(如激光测厚仪、X射线测厚仪等),以高频率(如每秒数千次)扫描铝板带表面,实时获取厚度数据。
o 比较环节:将测厚仪检测到的实际厚度值与设定值进行比较,计算出厚度偏差。
o 控制环节:根据厚度偏差,控制系统通过PLC或工业计算机运行核心算法,生成调节信号。
o 执行环节:调节信号通过液压伺服系统或电动压下系统传递给执行机构(如液压缸、压下螺丝等),调整轧辊间距,以消除厚度偏差。
2. 厚度计式AGC:
o 原理基础:以弹跳方程为基础,在轧制过程中,任何时刻的轧制力P和空载辊缝So都可以检测到。
o 厚度计算:利用弹跳方程h=S0+P/Km(其中h为实际轧出厚度,Km为轧机纵向刚度系数)计算出实际轧出厚度。
o 控制调节:将计算出的实际轧出厚度与设定值进行比较,通过调节轧辊间距或轧制力等参数,使实际轧出厚度接近设定值。
四、系统特点
1. 高精度控制:AGC系统能够实现±1μm甚至更高的厚度控制精度,满足高精度铝板带材的生产需求。
2. 快速响应:系统响应时间短,能够在短时间内对厚度偏差进行调整,减少厚度波动。
3. 多模式控制:AGC系统提供多种控制模式(如辊缝控制、轧制力控制、张力控制等),可根据不同的轧制条件和产品要求选择合适的控制模式。
4. 智能化补偿:系统集成轧机弹跳补偿、轧辊变形补偿、油膜补偿等多项补偿功能,能够自动修正各种干扰因素对厚度的影响,提高控制精度和稳定性。