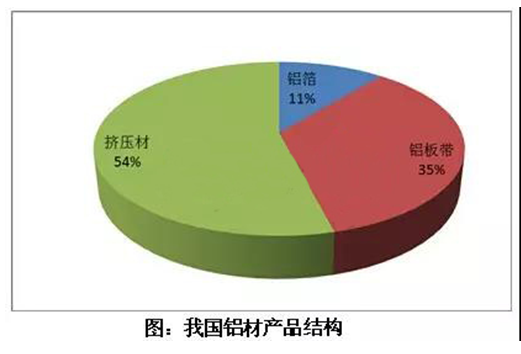
在铝产业链中,铝轧制产品是铝加工产品中的一种,他的品种包括铝板带以及铝箔。近年来铝轧制品在铝材产品中所占比重逐渐上升,据南储商务网估算,目前铝板带箔占全国铝材产量的46%左右。轧制材生产主要流程为:铝锭(铝液)——轧制坯料——铝板带——铝箔
|
|
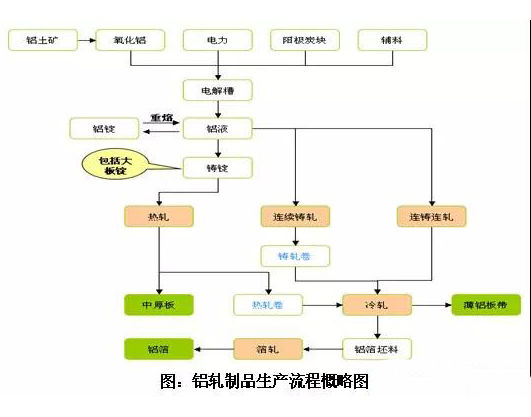
一般而言,行业内所统计的铝轧制材产量主要是冷轧产品的产量,而热轧卷以及铸轧卷统称为轧制坯料,属于一种初级加工产品,为避免重复统计,一般不计入铝轧制材产量的统计范畴。目前轧制坯料的生产方式有以下三种:
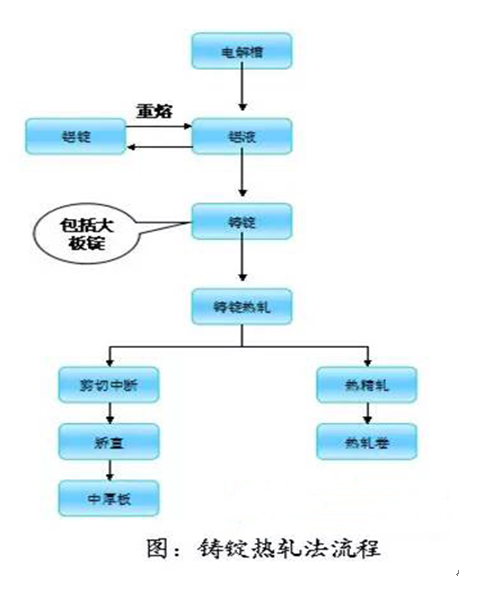
铸锭热轧
一般指在金属再结晶温度以上对锭坯进行的轧制。铸锭热轧后产品为热轧卷,是冷轧的重要原材料之一。
优点:近年来新上马的轧制项目热门生产工艺,是生产高端产品的首选方式。该工艺生产灵活,能生产全系列合金产品,应用范围广。产品的内部组织性能表面质量、加工性能、深冲性能良好。能生产罐料、高档PS板基、高档双零箔、高压阳极箔、汽车散热器复合带等高端产品和航天航空、军工设备等材料。
缺点:工艺流程比较复杂、投资大、建设周期较长。
|
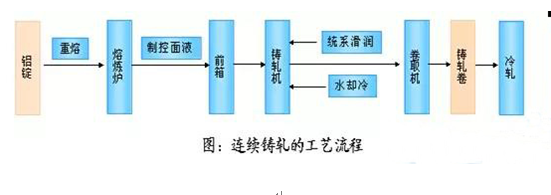
连续铸轧
是指在两个相对旋转的被水冷却的轧辊辊缝间不断输入液态金属,通过冷却、铸造,连续轧出板卷坯料即铸轧卷供下道工序冷轧使用。
优点:实现铸和轧生产的连续化,省去铸锭及热轧工序,降低成本,但生产速度较慢;设备简单,占地少,投资小,建设速度快,投资回收期短;材料利用率高,工艺简单,维护方便。
缺点:铸轧带坯可能产生一些缺陷如:夹杂、热带、气道、偏析、粗大晶粒、其他表面及外形缺陷,如凹板、厚度不均、裂纹、条纹以及粘辊等。
|
连铸连轧
是通过连续铸造机将铝液铸造成一定厚度或一定截面积的锭坯,再进入后续的单机架或多机架热(温)板带轧机,直接轧制成为冷轧用的板带坯料。
优点:实现铸和轧生产的连续化,省去铸锭及热轧工序,降低成本,但生产速度较慢;设备简单,占地少,投资小,建设速度快,投资回收期短;材料利用率高,工艺简单,维护方便。
缺点:铸轧带坯可能产生一些缺陷如:夹杂、热带、气道、偏析、粗大晶粒、其他表面及外形缺陷,如凹板、厚度不均、裂纹、条纹以及粘辊等。
除了少量用于船舶、飞机、机械等方面的中厚板经热轧后直接使用,多数热轧卷以及铸轧卷均要经过冷轧程序进一步加工成薄铝板带再使用。
|

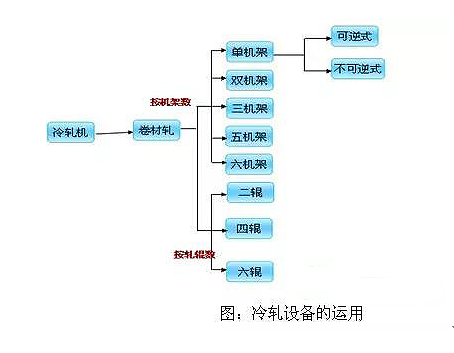
冷轧
冷轧通常指金属在再结晶温度以下的轧制过程。冷轧产生加工硬化,金属的强度和变形抗力增加,伴随着塑性降低。一般用单机架多道次的方法生产,但近年来,为了提高生产效率和产品质量,出现了多机架连续冷轧的生产方法。 常用冷轧机的结构有2辊、4辊、6辊及多辊轧机。按操作方式有可逆式与不可逆式。铝及铝合金轧制普遍采用 3~6台 4辊连轧。也有冷连轧机组,如西南铝的1+2冷连轧线。
|